信發壓瓦機都會配置有一套潤滑系統
- 時間:2016-08-28作者:泊頭市信發壓瓦機廠瀏覽:105
泊頭市信發壓瓦機廠專注于彩鋼壓瓦機,角馳壓瓦機,復合板機,樓承板機,琉璃瓦機,雙層壓瓦機等
詞條
詞條說明
壓瓦機壓制彩鋼瓦時現劃漆現象: 原因分析: 一、軸與軸之間的間隙過小; 二、壓瓦輪表面粗糙; 三、彩鋼板面彩涂不當; 四、壓型輪有鋅層。 排除方法: 一、重新測量上下軸之間的間隙,調至適當; 二、用油石對壓型輪進行打磨,待光滑后上一遍機油; 三、用折彎機對板材進行檢測,如果同樣出現掉漆現象應更換彩鋼板。 出現大頭小尾現象 原因分析: 一、中心不在同一直線上; 二、間隙大小不一樣。 排除方法: 一、
雙層壓瓦機與單瓦機的區別在哪里下面就來了解一下雙層壓瓦機與單瓦機的區別:雙層彩鋼瓦設備的加工步驟及加工過程:壓瓦機分為三部分,輥道成型部分\壓型部分\剪切部分。在輥道成型之前,還要送彩鋼板料,輥道成型部分是由電機拖動,動力來源是液壓泵,然后由鏈條帶動各輥轉動,咬合彩鋼板,軋彎成各種規格瓦型,壓型部分是液壓缸帶動模具上下移動,可以把彩鋼壓成許多節,形似琉璃瓦.剪切部分是液壓缸帶動刀具上下移動,可以把
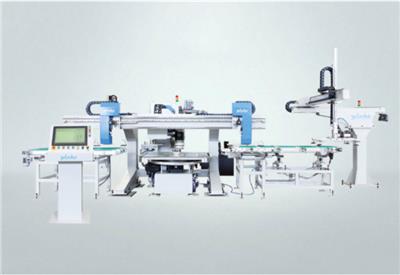
全自動壓瓦機主要由左、右機體、底部連桿、**部機箱蓋、皮帶輪、齒輪機構、槽輪機構、凸輪機構、潤滑泵、油路系統、電控部門等組成。設備應常常擦拭,保持清潔,不許有泥污積水。該機上模沖壓工序:由電念頭經由皮帶輪,帶動輸入軸,經小齒輪,大齒輪,帶動上軸,通過一套凸輪機構帶動裝有上模的滑動座上下運動,實現壓瓦。 全自動壓瓦機都會配置有一套潤滑系統,機器運行時,自動對所有承載軸承,彩鋼設備傳動齒輪機構運動導軌等
壓瓦機的重要性我們不說而知,今天我們就對其中的一種角馳壓瓦機,進行操作方式上的簡單說明.首先,我們要先了解,"角馳壓瓦機"是一套軋輥可生產的多種規格的壓瓦檁條所組成的單卷成型機組.其主要構成包括:被動的裝料架,沖孔裝置,整平裝置,液壓站,電腦控制系統以及成型后切斷裝置等.并且由于在飛鋸沖孔裝置上采用了自動化的裝置,所以在操作方面也非常的簡便.其次,角馳壓瓦機是采用的濕法生產進行琉璃瓦的生產的,所以
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 泊頭市信發壓瓦機廠
聯系人: 李姣姣
電 話: 0317-8196010
手 機: 18232850767
微 信: 18232850767
地 址: 河北滄州泊頭市104國道老石頭會館北50米路東
郵 編: 062150
相關推薦







相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 上海柔潤液壓科技有限公司
- 諸城久銘食品機械有限公司
- 鎰齊精機(東莞)有限公司
- 泉州市瑞斯特機電設備有限公司
- 山東志成救援科技有限公司
- 北京春橋科技有限公司
- 滄州瓦特冷彎科技有限公司
- 滄州奧騰管道有限公司
- 山東拓時機械設備有限公司
- 德州德力金機械設備有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦




上海馨予閥門自動控制氣密性試驗臺XY-MGVA/ZD-400
¥20000.00