PE給水管連接方法
- 時間:2025-03-16作者:江蘇潤碩管業有限公司瀏覽:236
江蘇潤碩管業有限公司專注于PE給水管,pe排污管,大口徑PE給水管等
詞條
詞條說明
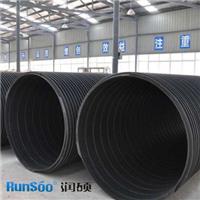
大口徑HDPE塑鋼纏繞排污管是由剛塑復合的異型帶材經螺旋纏繞焊接(搭接面上擠出焊接)制成,其內壁光滑平整,規格為dn200-dn3000mm。該種管材具有耐腐蝕、質量輕、安裝簡單、優點,可替代高能耗材質 大口徑HDPE塑鋼纏繞管的應用領域: 1.**工程:埋地排水、排污管; 2.道路工程:鐵路、高速公路的滲、排水管; 3.工業:廣泛用于工業領域的排污水管; 4.建筑工程:建筑物雨水管、地下排水管、
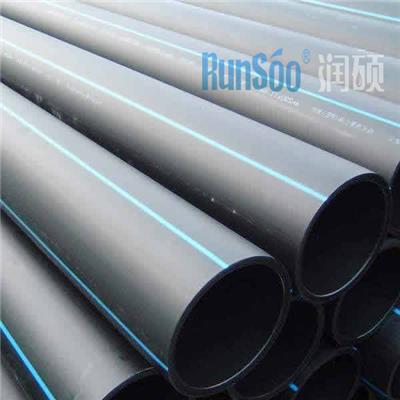
柔性管材和剛性管材的主要區別在于以下幾個方面:定義上的區別:剛性管材指的是管材形狀不易改變,特別是大口徑管材。而柔性管材則相對容易彎曲和變形。運輸和施工上的區別:柔性管材易于運輸,運輸費用低廉;管道可隨地形變化,施工容易;每根管材長度遠大于剛性管材,連接費用遠低于剛性管材。應用領域的區別:高強復合材料柔性管材可用于各類氣體、液體的輸送,適用于鋪設地面管道、架空管道等,特別是水底管道,在**工程、石
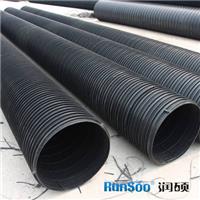
一、外觀產品:管材的內外壁表面光滑、平整、無氣泡、無凹陷、無雜質等缺陷 劣質 產品:管材內外壁表面不光滑、不光亮、有麻點、有較多顆粒狀雜質,內外表面明顯凹陷。 二、銑削條帶 合格原料生產的產品在施工時,焊機切削的條帶應顏色明亮,反復折疊不易斷裂,韌性強。 合銑削條帶顏色泛白或出現其他顏色均屬添加回收料或原料混合不均勻造成。 油亮、平整,反復折疊不易斷裂。 劣質產品:顏色發暗,折疊容易斷裂,較脆弱。
PVC穿線管一般用于室內正常環境和在高溫、多塵、有震動及有火災危險的場所,也可在潮濕的場所使用。PVC穿線管不得在特別潮濕,有酸、堿、鹽腐蝕和有爆炸危險的場所使用。PVC穿線管使用環境溫度為-15~+40。PVC穿線管優良的機械性能,優良的抗腐蝕性能,耐壓強度高、工作壓力**過2.5Mpa。PVC穿線管表面光滑、流體阻力小,不結垢、不宜滋生微生物。PVC穿線管熱膨脹系數小,不會收縮變形。傳統的安裝連
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 江蘇潤碩管業有限公司
聯系人: 徐女士
電 話: 18352274770,0516-68066888
手 機: 18361344407
微 信: 18361344407
地 址: 江蘇徐州睢寧縣江蘇睢寧桃嵐化工園徑路二號
郵 編:
相關推薦




相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 江蘇潤碩管業有限公司
聯系人: 徐女士
手 機: 18361344407
電 話: 18352274770,0516-68066888
地 址: 江蘇徐州睢寧縣江蘇睢寧桃嵐化工園徑路二號
郵 編:
- 相關企業
- 河南工聯智能科技有限公司
- 洛陽晟旭包裝材料有限公司
- 湖北華昇塑業有限公司
- 東莞市天爍塑膠原料有限公司
- 資陽瑞辰營養食品有限責任公司
- 德州豪諾耐磨材料有限公司
- 東莞市常平狄敏塑膠原料部
- 東莞市普佃塑膠有限公司
- 廣東盈泰高精密技術有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦

¥95.00


¥8000.00

¥2300.00


¥200000.00


¥1000.00

¥100.00

¥300.00

¥560.00

¥14.00