如何使用低溫鋁焊絲修復氬弧焊鋁合金產生的針眼氣孔
- 時間:2024-05-01作者:威歐丁(天津)焊接技術有限公司瀏覽:251
威歐丁(天津)焊接技術有限公司專注于WEWELDING,威歐丁等, 歡迎致電 18722280606
詞條
詞條說明
不銹鋼焊條可以焊生鐵,但效果不是很好,承載力達不到原鑄鐵結構,在焊接前還需將鑄鐵加溫,不然會產生裂紋,剛焊過去就會產生裂紋。因為鑄鐵件最忌諱的就是用不銹鋼焊條焊接,容易生成硬化的碳化銘,脆硬,并且鑄鐵含碳量高,熱影響區容易硬化,在應力拉升的時候容易裂紋。鑄鐵焊接如果要選用便宜的焊條,還不如選用J506焊條焊接,用熱焊的工藝焊接,對鑄鐵工件做500度左右的預處理以后,焊接后做環冷保溫,有一定的成功率
鑄鐵的焊接方法有三種:1、熱焊法焊前把鑄件預熱到600~700℃,焊接過程保持在400℃以上,焊后緩慢冷卻至室溫。采用熱焊法可有效減小焊接接頭的溫差,從而減小應力,同時還可以改善鑄件的塑性,防止出現白口組織和裂紋。2、冷焊法焊前不對工件進行預熱,或預熱溫度不過300℃。常用焊條電弧焊進行鑄鐵冷焊,根據鑄鐵工件的要求,可選用不同的鑄鐵焊條。如補焊一般灰鑄鐵零件非加工面選用Z100焊條。3、加熱減應
用二保焊焊接。推薦采用直徑0.8㎜或1.0㎜鍍銅實心ER50-6細絲二保焊,低電壓小電流焊接。以降低焊接輸入溫度,減少會鑄鐵的白口組織。ER50-6焊絲二保焊焊縫含氫比搜索J506焊條還要低,具有良好的抗裂性。既適合普通灰鑄鐵的補焊,也適合普通低碳鋼 Q345強度級別的低合金鋼焊接。完全可以用于灰鑄鐵與低碳鋼一種金屬焊接。鋼釬焊通常不會發生在零部件制造過程的工藝環節上。而要將低碳鋼采用“釬焊”的方
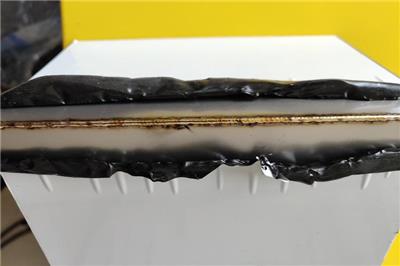
水冷銅管纏繞鋁機械件一圈,銅管埋在鋁件凹槽內進行焊接,通常銅鋁金屬異種焊接采用的是低溫銅鋁藥芯焊絲ALCU-Q303,火焰焊接,焊絲流動性好,由于機械鋁件焊接性不太好,以及產品體積比較大,每焊接一段焊縫,之前的焊縫會由于熱傳導化開,不適合,此處選用對機械鋁件親和性好的不挑材質的低溫鋁焊絲WEWELDING53,焊接過程中需要輔助威歐丁不銹鋼小刷進行刷拭打底焊接(也就是二層焊接),具體的操作過程可以
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 威歐丁(天津)焊接技術有限公司
聯系人: 王偉
電 話: 022-28196887
手 機: 18722280606
微 信: 18722280606
地 址: 天津東麗大畢莊躍進路錦宇實業院內威歐丁焊接
郵 編:
相關推薦







相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 勵德裝備技術(杭州)有限公司
- 清河縣焊騰焊接材料有限公司
- 蘇州潤昇精密機械有限公司
- 伯樂焊材(河北)有限公司
- 上海元源懿管道科技有限公司
- 寰電智控科技(廣東)有限公司
- 青島市平山技研國際貿易有限公司
- 深圳市鐳屏科技有限公司
- 清河縣安泰焊接材料有限公司
- 清河縣超合金屬有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦







¥25.00

¥20.00
¥25.00
