軟包電池PPG測厚儀廠家
- 時間:2019-02-14作者:深圳奧拓美自動化科技有限公司瀏覽:2314
深圳奧拓美自動化科技有限公司專注于激光焊接加工,鋁合金激光焊接加工,機(jī)械手激光焊接機(jī),自動激光焊接機(jī),PPG測厚儀,全自動注液機(jī),東莞激光打標(biāo)加工,光纖激光打標(biāo)機(jī),手持激光焊接機(jī),鐳射鐳雕加工廠家,不銹鋼激光點焊加工,東莞激光焊接加工等, 歡迎致電 13925799771
詞條
詞條說明
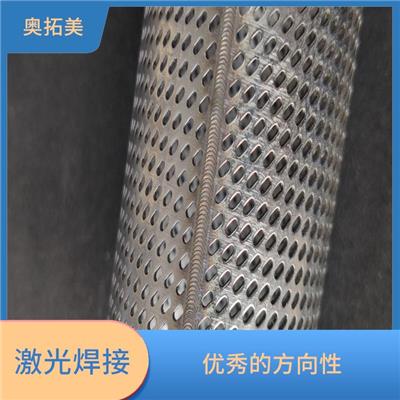
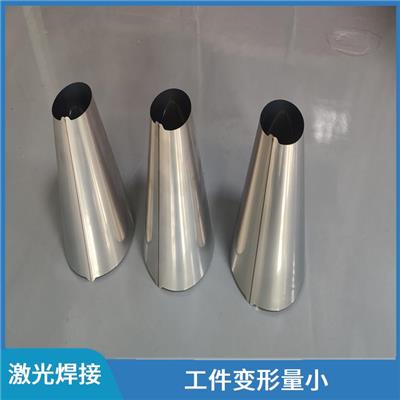
隨著焊接技術(shù)的發(fā)展,不銹鋼焊接工藝在不斷的交替跟換中。激光焊接技術(shù)由開始的脈沖激光焊接轉(zhuǎn)為連續(xù)激光焊接,在焊接速度上有了極大的提高。連續(xù)激光焊接分為光纖激光焊接,半導(dǎo)體激光焊接兩種。主要的區(qū)別是光纖的光斑很細(xì),半導(dǎo)體的光斑比較大,可以粗略的認(rèn)為是光斑大小的不同。光纖激光焊接要比半導(dǎo)體快上2-3倍,主要原始光斑小,能量集中、焊接穿透性好。激光焊接的近兩年得到飛速的發(fā)展,光纖激光焊接有速度的優(yōu)勢,但是
適合金屬類產(chǎn)品加工品的打標(biāo),雕刻,功率高,都是用來打標(biāo)雕刻的,新式光纖激光器具有單模輸出,所以叫法不一樣,降低了打標(biāo)系統(tǒng)的穩(wěn)定性,禁止用手或其他物品接觸鏡頭,光纖的是熱加工,Yb或許Er)光纖作為激光媒介,光纖激光打標(biāo)機(jī)更適合金屬類材料的打標(biāo)雕刻,禁止在冷水機(jī)水位過低時開啟本設(shè)備,“冷加工”具有很高負(fù)荷能量的(紫外)光子,紫外和光纖都是激光,對被加工表面的里層和附近區(qū)域不產(chǎn)生加熱或熱變形等作用,
激光熱處理:在汽車工業(yè)中應(yīng)用廣泛,如缸套、曲軸、活塞環(huán)、換向器、齒輪等零部件的熱處理,同時在航空航天、機(jī)床行業(yè)和其它機(jī)械行業(yè)也應(yīng)用廣泛。我國的激光熱處理應(yīng)用遠(yuǎn)比國外廣泛得多。2013年使用的激光器多以YAG激光器,CO2激光器為主。受激輻射、激光1917年,愛因斯坦從理論上指出:除自發(fā)輻射外,處于高能級E2上的粒子還可以另一方式躍遷到較低能級。他指出當(dāng)頻率為 ν=(E2-E1)/h的光子入射時,也
【東莞激光打標(biāo)加工】激光打標(biāo)的基本原理
激光打標(biāo)技術(shù)是激光加工最大的應(yīng)用領(lǐng)域之一。激光打標(biāo)是利用高能量密度的激光對工件進(jìn)行局部照射,使表層材料汽化或發(fā)生顏色變化的化學(xué)反應(yīng),從而留下永久性標(biāo)記的一種打標(biāo)方法。激光打標(biāo)可以打出各種文字、符號和圖案等,字符大小可以從毫米到微米量級,這對產(chǎn)品的防偽有特殊的意義。激光打標(biāo)的基本原理是,由激光發(fā)生器生成高能量的連續(xù)激光光束,聚焦后的激光作用于承印材料,使表面材料瞬間熔融,甚至氣化,通過控制激光在材料
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 深圳奧拓美自動化科技有限公司
聯(lián)系人: 劉經(jīng)理
電 話: 0755-27068927
手 機(jī): 13925799771
微 信: 13925799771
地 址: 廣東東莞常平常平鎮(zhèn) 白石崗*三工業(yè)區(qū)富士通工業(yè)園
郵 編:
網(wǎng) 址: ling.b2b168.com
相關(guān)推薦






相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進(jìn)信息之前,請仔細(xì)核驗對方資質(zhì),所有預(yù)付定金或付款至個人賬戶的行為,均存在詐騙風(fēng)險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 深圳奧拓美自動化科技有限公司
聯(lián)系人: 劉經(jīng)理
手 機(jī): 13925799771
電 話: 0755-27068927
地 址: 廣東東莞常平常平鎮(zhèn) 白石崗*三工業(yè)區(qū)富士通工業(yè)園
郵 編:
網(wǎng) 址: ling.b2b168.com
- 相關(guān)企業(yè)
- 哈爾濱市佳旺寵物食品設(shè)備廠
- 山東省博興縣銘豐廚房設(shè)備有限公司
- 上海祝欣智能科技有限公司
- 廣東永厚科技控股有限公司
- 中山市中珠彈簧制造廠(個人獨資)
- 北京點點源工程技術(shù)有限公司
- 江陰華維機(jī)械制造有限公司
- 北京火試金設(shè)備有限公司
- 廣州樂影智能科技有限公司
- 商家產(chǎn)品系列
- 包邊機(jī)
- 爆破設(shè)備
- 工業(yè)機(jī)器人
- 工業(yè)烤箱
- 工業(yè)爐
- 工業(yè)脫水機(jī)
- 工業(yè)吸塵設(shè)備
- 購物籃
- 管道泵
- 柜員機(jī)設(shè)備
- 滾焊機(jī)
- 滾筒刮板干燥機(jī)
- 焊管機(jī)
- 焊臺
- 焊錫機(jī)
- 焊線機(jī)
- 絎縫機(jī)
- 衡器
- 厚料機(jī)
- 化工成套設(shè)備
- 化工設(shè)備配件
- 化工實驗設(shè)備
- 鏈縫機(jī)
- 糧食加工設(shè)備
- 量儀
- 淋水裝置
- 流化床干燥設(shè)備
- 流量儀表
- 濾清器
- 埋夾機(jī)
- 產(chǎn)品推薦
- 資訊推薦









