熱后硬車齒輪(20CrMnTi)硬度58-62斷續加工抗沖擊刀片
- 時間:2020-06-09作者:鄭州華菱超硬材料有限公司瀏覽:180
鄭州華菱超硬材料有限公司專注于立方氮化硼刀具,CBN刀片,PCBN刀片等
詞條
詞條說明
數控車精加工淬硬鋼HRC58-62率刀頭-58度62度淬火鋼精車刀片 數控車精加工淬硬鋼HRC58-62率刀頭-58度62度淬火鋼精車刀片,常見的牌號及型號有:DNGA150408,WNGA080408,CNGA120408,CNGA120404,VNGA160404, VNGA160408,WNGA080404等。上述型號刀片是華菱根據加工車間反映使用硬質合金刀片加工淬火鋼加工效率慢,磨損快,硬
車削加工高鉻鑄鐵硬度HRC60左右渣漿泵抗沖擊耐磨刀片-大余量切削刀頭 渣漿泵行業制造廠家,針對渣漿泵在一些工況惡劣運行條件下,內部過流部件的腐蝕或磨損異常嚴重的問題,一般選用Cr含量在26%/27%的高硬度硬鑄鐵硬度HRC60度左右,它具有強度高、導熱性差、腐蝕性強、粘附性強等特點,尤其是在遇到夾渣、砂眼、不連續切削或硬車削中,即使是陶瓷刀片也崩碎嚴重,這已經成為制約渣漿泵行業生產效率提高和刀
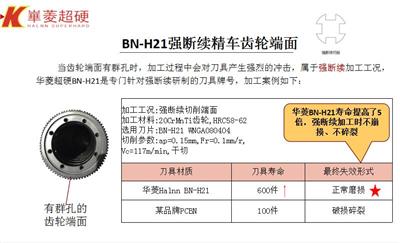
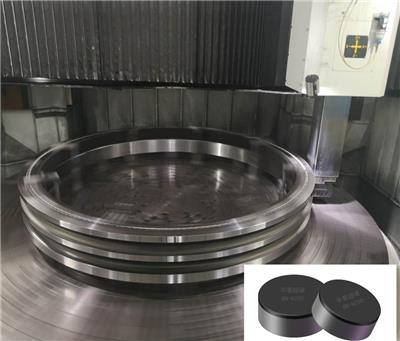
斷續加工20crmnti齒輪抗沖擊耐磨刀片-淬火鋼hrc58-62精車加工刀頭
斷續加工20crmnti齒輪抗沖擊耐磨刀片-淬火鋼hrc58-62精車加工刀頭 導讀:齒輪部分被加工部位有斷續,如齒輪內孔有鍵槽,或齒輪端面有油孔等都屬于斷續加工,針對此建議一般刀具都無法加工,上去就崩刀,推薦使用BN-H10材質和BN-H21材質。 淬火鋼齒輪是典型的難加工材料之一,常見材質有20CrMnTi,42CrMo,淬火后硬度HRC58-62之間,目前立方氮化硼刀具在連續切削工況中廣泛
Cr12/Cr12MoV淬火鋼硬度HRC58-62硬車削刀具的選擇
Cr12/Cr12MoV均為冷作模具鋼,其中Cr12MoV鋼的淬透性、淬火回火的硬度、耐磨性、強度均比Cr12高。用于制造截面較大、形狀復雜、工作條件繁重下的各種冷沖模具和工具,如沖孔凹模、切邊模、滾邊模、鋼板 深拉伸模、圓鋸、標準工具和量規、螺紋滾模等。 Cr12冷作模具鋼主要用作承受沖擊負荷較小,要求高耐磨的冷沖模及沖頭、冷切剪刀、鉆套、量規、拉絲模、壓印模、搓絲板、拉延模和螺紋滾模等。 C
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 鄭州華菱超硬材料有限公司
聯系人: 李安
電 話:
手 機: 15617726385
微 信: 15617726385
地 址: 河南鄭州中原區鄭州**產業開發區國家大學科技園孵化基地13幢2單元21層224號
郵 編:
網 址: lian0512.b2b168.com
相關推薦


相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 鄭州華菱超硬材料有限公司
聯系人: 李安
手 機: 15617726385
電 話:
地 址: 河南鄭州中原區鄭州**產業開發區國家大學科技園孵化基地13幢2單元21層224號
郵 編:
網 址: lian0512.b2b168.com
- 相關企業
- 長春市駿馬散熱器有限公司
- 深圳市梅峰電子有限公司
- 長春市駿馬散熱器有限公司
- 東莞市振昊研磨科技有限公司
- 上海滬合卷板加工有限公司
- 臨清市普菲軸承有限公司
- 溫州一博緊固件有限公司
- 佛山市南海索特五金制品廠
- 額敏縣較速開鎖經營部
- 東莞市澤信新材料科技有限公司
- 商家產品系列
- 跌落試驗
- 鍛壓機床
- 對刀儀
- 二手專用機床
- 工作燈
- 滾刀
- 汽摩配件
- 千分表
- 千分尺
- 切割焊接
- 清洗清理設備
- 三坐標
- 百分表
- 半徑規
- 包裝機械
- 壓力試驗設備
- 液壓部件
- 影像儀
- 硬度計
- 游標卡尺
- 分離設備
- 粉碎設備
- 服裝機械
- 干燥設備
- 高度儀
- 高空作業機械
- 高空作業平臺
- 聯軸器
- 量規
- 量具
- 產品推薦
- 資訊推薦

¥0.20


¥1180.00


¥200.00



¥50.00

¥10.00

¥14500.00