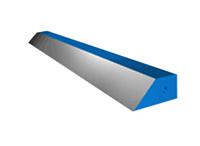
花崗石平行規的特性介紹
- 時間:2014-11-25作者:河北兆基精模鑄造量具有限公司瀏覽:84
河北兆基精模鑄造量具有限公司專注于鑄鐵平板,量具等
詞條
詞條說明
擠壓壓鑄鑄鐵平板,鑄鐵平臺,是體現"普通壓鑄充型,擠壓鑄造補縮"原理,它是利用現有壓鑄機完善的壓射系統進行充型,同時又盡最大限度避開金屬液相充型時帕斯卡定律對充型條件(零件可充型面積)的制約.這一點具有很重要的意義,它也是擠壓壓鑄工藝的重要特征:擠壓壓鑄工藝強調的是在滿足充型條件下,盡可能采用最低的充型比壓和速度,這種工藝思想,對要低壓充型的各種鑄鐵平板,鑄鐵平臺和成功實現帶型芯壓鑄是一個莫大的
在于加工工藝,這樣的加工工藝在同行業當中還是非常的?有優勢的。所以對于材質的使用也是非常的慎重。 ???? 當然對于劃線平臺和劃線平板這項產品還是需要更多的用戶不斷的去進行判斷,而且該產?品當中的防腐蝕或者防銹的性能需要更加好的。所以在選材當中尤其要慎重的。對于技術?上的標準已經完全超過了國家的標準了。而且能夠在國際市場當中占
機床鑄件可根據生產隨時調換機床位置,消除二次安裝費用,使機床樓上安裝成為可能。可以調節機床水平,調節范圍大、方便、快捷。減震膠墊采用丁腈合成橡膠,耐油脂和冷卻劑。1、機床重量及機床基座緊固孔數量;2、每個墊鐵承載值機床總重量除緊固孔數量;(有條件情況下,考慮機床重心位置,確定重量分配)3、求出結果根據所用機床類型按需選擇;4、檢查機床基座孔和螺栓直徑、長度是否符合。機床安裝不需設置地腳螺栓與地面
火工平臺按JB/T7974-1999標準制造,產品制成筋板式和箱體式,工作面有長方形,正方形或圓形,材料HT200-300,QT400-600,ZG15-45.工作面采用刮研工藝. 平板是用于工件檢測或劃線的平面基準量具.平板安裝就調至水平板,負荷均勻分布于各支點上.環境溫度(20±5)℃.使用時應避免振動. 維氏硬度計是測試熱處理工件表面硬度的重要手段,它可選用0.5~100kg的試驗力,測試
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 河北兆基精模鑄造量具有限公司
聯系人: 李春
電 話: 0317-8217977
手 機: 15720442194
微 信: 15720442194
地 址: 河北滄州泊頭市泊頭市工業開發區
郵 編: 062150
相關推薦







相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 廣州緯鄴交通設備有限公司
- 泊頭市利諾工量具有限公司
- 衡水運力橡塑制品有限公司
- 廣東華銀盛精密工業有限公司
- 深圳市時錦醫療有限公司
- 廣東卓越鋁合金鍛造有限公司
- 廣州市特固電子科技有限公司
- 惠州市金洪瑋實業有限公司
- 深圳市鑫欣榮機械有限公司
- 湖北攀峰鉆石科技有限公司
- 商家產品系列
- ABS管
- grc構件
- pvc地板
- 安防用品
- 安全鎖
- 百葉窗
- 百頁窗簾
- 百頁門
- 板材
- 板巖
- 保溫、隔熱材料
- 保溫板
- 保溫釘
- 保溫管
- 保溫棉
- 保溫網格布
- 塑膠地板
- 塑料地板
- 臺面板
- 臺上盆
- 臺下盆
- 太白粉
- 陶瓷生產加工機械
- 特種建材
- 特種門
- 鐵藝
- 鐵藝門
- 亭子
- 通體磚
- 土工布
- 產品推薦
- 資訊推薦




¥0.20
¥4000.00





¥1180.00