鋼套鋼保溫輸送管道按需定制
- 時間:2019-04-08作者:廊坊萬福保溫材料有限公司瀏覽:181
廊坊萬福保溫材料有限公司專注于聚氨酯保溫管,預(yù)制直埋聚氨酯保溫管,鋼套鋼蒸汽保溫管,聚氨酯保溫管殼,聚乙烯外護聚氨酯保溫管等
詞條
詞條說明
聚氨酯保溫管的技術(shù)要求是什么??聚氨酯保溫管有兩種形式,黑夾克保溫和黃夾克保溫。具有容重輕、強度高、絕熱、耐寒、防腐、不吸水、施工簡便快捷等優(yōu)異特點,已成為建筑、運輸、石油、化工、電力、冷藏等工業(yè)部門絕熱保溫、堵漏、密封等不可缺少的材料,那么聚氨酯直埋保溫管技術(shù)要求是什么呢?技術(shù)要點一、有抵償直埋敷設(shè)方法,是經(jīng)過管線**抵償和抵償器(如方形和波紋管抵償器)來處理管道熱伸長量的,從而使熱應(yīng)
聚氨酯保溫鋼管優(yōu)勢特點?聚氨酯保溫鋼管的優(yōu)點及特點:降低施工成本。據(jù)有關(guān)部門計算,聚氨酯保溫鋼管一般可降低施工成本25%,選用FRP作為養(yǎng)護層,10%,選用高密度聚乙烯作為養(yǎng)護層。聚氨酯的導(dǎo)熱系數(shù)為0.013-0.03kcal/m.h.oc。與其他使用的管道絕緣材料相比,絕緣效果提高了4至9倍。然后有非常低的吸水率,約為0.2千克/m2。其吸水率低的原因是聚氨酯泡沫的閉孔率高達92%。導(dǎo)
聚氨酯預(yù)制直埋管它具有很強的耐腐蝕和功效,在使用時可起到很好的節(jié)能效果,對于減少熱損而言,都能達到良好的作用效果,在使用時還能減少占地,對于保護環(huán)境而言,效果也是頗為不錯的。 聚氨酯預(yù)制直埋管是由于聚氨酯硬質(zhì)泡沫保溫層緊密地粘結(jié)在鋼管外皮,隔絕了空氣和水的滲入,能起到良好的防腐作用。同時它的發(fā)泡孔都是閉合的,吸水性很小。高密度聚乙烯外殼、玻璃鋼外殼均具有良好的防腐、絕緣和機械性能。因此,工作鋼管
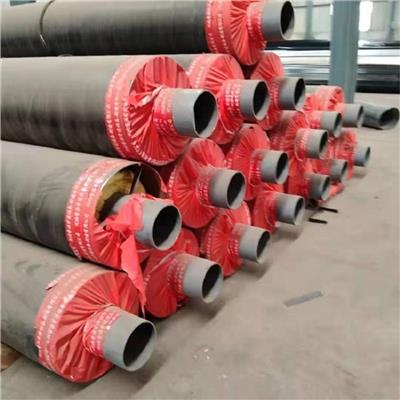
套鋼蒸汽保溫管 鋼套鋼蒸汽保溫管是由外護鋼管加鋼管防腐、聚氨酯泡沫保溫層及內(nèi)工作鋼管組合而成。鋼套鋼蒸氣復(fù)合保溫管適用于輸送2.5MPa、350攝氏度以下的蒸汽或其它介質(zhì),該產(chǎn)品用鋼管做外防護層,具有強度高,不易損壞,施工檢修簡便,使用壽命長的優(yōu)點。 保溫結(jié)構(gòu) 鋼套鋼保溫管保溫結(jié)構(gòu)依據(jù)滑動方式不同分為:內(nèi)滑動式與外滑動式 1、內(nèi)滑動式:保溫結(jié)構(gòu)由工作鋼管、硅酸鋁、減阻層、微孔硅酸鈣、隔熱層、不銹
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 廊坊萬福保溫材料有限公司
聯(lián)系人: 徐國貞
電 話: 0316-5833089
手 機: 15127662144
微 信: 15127662144
地 址: 河北廊坊大城縣趙家務(wù)村
郵 編:
網(wǎng) 址: wanfubaowen123.b2b168.com
相關(guān)推薦







相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質(zhì),所有預(yù)付定金或付款至個人賬戶的行為,均存在詐騙風(fēng)險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 廊坊萬福保溫材料有限公司
聯(lián)系人: 徐國貞
手 機: 15127662144
電 話: 0316-5833089
地 址: 河北廊坊大城縣趙家務(wù)村
郵 編:
網(wǎng) 址: wanfubaowen123.b2b168.com
- 相關(guān)企業(yè)
- 上海久萃智能科技有限公司
- 北京安信三通防靜電工程技術(shù)有限公司
- 北京興達宏鑫建筑工程有限公司
- 廣州市番禺區(qū)隆順嘉金屬門窗經(jīng)營部個體工商戶
- 深圳市鑫利特精密刀具有限公司
- 山東亮科隔墻建材有限公司
- 天津碧瀾天鋼結(jié)構(gòu)有限公司
- 重慶中裕木制工藝品有限公司
- 陜西創(chuàng)格工程科技有限公司
- 深圳市華美源裝飾材料工程有限公司
- 商家產(chǎn)品系列
- ABS管
- grc構(gòu)件
- 庫存建材
- 欄桿
- 冷彎型鋼
- 立柱盆
- 礫石
- 臉盆龍頭
- 淋浴架
- 淋浴龍頭
- 淋浴柱
- 琉璃瓦
- 樓宇設(shè)施
- 路邊石
- 鋁板材
- 鋁掛板
- 鋁管材
- 鋁合金窗
- 鋁幕墻
- 鋁塑管
- 鋁天花
- 鋁型建材
- 馬桶蓋
- 馬桶刷
- 馬桶座墊
- 橡膠管
- 小便器
- 信報箱
- 懸浮門
- 陽光板
- 產(chǎn)品推薦
- 資訊推薦


¥230.00

¥230.00

¥1.00

¥1.00


¥5000.00



