昆山鈑金加工廠家
- 時(shí)間:2021-04-16作者:昆山市昆馬機(jī)械鈑金有限公司瀏覽:3650
昆山市昆馬機(jī)械鈑金有限公司專注于昆山激光切割加工,昆山鈑金加工,昆山精密焊接加工,昆山鐳射切割加工等, 歡迎致電 18912688123
詞條
詞條說(shuō)明
昆山鈑金加工常用材料1.鍍鋅鋼板SECCSECC的底材為一般的冷軋鋼卷,在連續(xù)電鍍鋅產(chǎn)線經(jīng)過(guò)脫脂、酸洗、電鍍及各種后處理制程后,即成為電鍍鋅產(chǎn)品。SECC不但具有一般冷軋鋼片的機(jī)械性能及近似的加工性,而且具有優(yōu)越的耐蝕性及裝飾性外觀。在電子產(chǎn)品、家電及家具的市場(chǎng)上具有很大的競(jìng)爭(zhēng)性及取代性。例如電腦機(jī)箱普遍使用的就是SECC。2.?普通冷軋板SPCCSPCC是指鋼錠經(jīng)過(guò)冷軋機(jī)連續(xù)軋制成要求
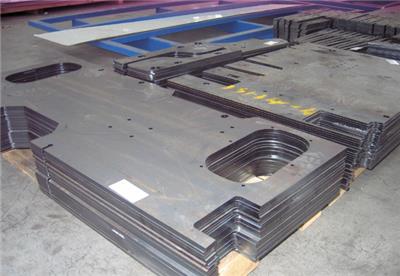
? ? ? ?鈑金加工就是對(duì)金屬性的板材進(jìn)行加工,比如利用鈑材可以加工成我們所知道的煙囪、鐵桶、油壺等形狀各異的產(chǎn)品。鈑金加工越來(lái)越受到許多用戶的喜歡,它將以前我們用塑料制作的外殼,經(jīng)過(guò)鈑金特殊工藝的加工方法,都可以演變成鈑金制作而成,這樣加工出來(lái)的產(chǎn)品比之前的強(qiáng)度好,并且使用時(shí)間長(zhǎng)。? ? ? ?對(duì)于每個(gè)加工出來(lái)的產(chǎn)
鈑金件加工 是鈑金技術(shù)工作人員必須把握核心技術(shù),也是鈑金件產(chǎn)品成形關(guān)鍵工藝流程。它既包含傳統(tǒng)式鑿割掉料、冷沖壓加工、沖壓成形等方式及加工工藝主要參數(shù),又包含各種各樣工作狀況沖壓模貝結(jié)極及加工工藝主要參數(shù)、各種各樣機(jī)器設(shè)備原理及操作步驟,還包含新沖壓技術(shù)性及新技術(shù)新工藝。 金屬家具板材加工就叫鈑金件加工。實(shí)際例如利用家具板材制做煙筒、不銹鋼桶、機(jī)油箱機(jī)油桶、通風(fēng)風(fēng)管、彎管大小頭、天園地區(qū)、布氏漏斗形
?在能量消耗方而,高溫的熔渣被氧氣氣流吹除將帶走許多熱量,但這些熱量仍是Qheat,和Qmelt,直接轉(zhuǎn)化來(lái)的,因此輸出能量還是由Qheat,Qmelt和Qcond三部分組成。在第三階段中,鋼板己經(jīng)被燒穿出小孔,而小孔對(duì)激光的吸收率非常高,計(jì)算中的平均吸收率可取為0.9左右。在第三階段,切割頭與鋼板作相對(duì)運(yùn)動(dòng),燃燒反應(yīng)發(fā)生在整個(gè)板厚高度上,產(chǎn)生的反應(yīng)熱熱源也作等速運(yùn)動(dòng),形成了準(zhǔn)穩(wěn)定溫度場(chǎng)
聯(lián)系方式 聯(lián)系我時(shí),請(qǐng)告知來(lái)自八方資源網(wǎng)!
公司名: 昆山市昆馬機(jī)械鈑金有限公司
聯(lián)系人: 于先生
電 話: 18962421459
手 機(jī): 18912688123
微 信: 18912688123
地 址: 江蘇蘇州昆山市昆山市陸家鎮(zhèn)金陽(yáng)路2號(hào)(白楊灣西邊)
郵 編:
網(wǎng) 址: jgqg.b2b168.com
相關(guān)推薦



相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過(guò)程,請(qǐng)自行甄別其真實(shí)性及合法性;
2、跟進(jìn)信息之前,請(qǐng)仔細(xì)核驗(yàn)對(duì)方資質(zhì),所有預(yù)付定金或付款至個(gè)人賬戶的行為,均存在詐騙風(fēng)險(xiǎn),請(qǐng)?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 昆山市昆馬機(jī)械鈑金有限公司
聯(lián)系人: 于先生
手 機(jī): 18912688123
電 話: 18962421459
地 址: 江蘇蘇州昆山市昆山市陸家鎮(zhèn)金陽(yáng)路2號(hào)(白楊灣西邊)
郵 編:
網(wǎng) 址: jgqg.b2b168.com
- 相關(guān)企業(yè)
- 興化市國(guó)盈金屬材料有限公司
- 無(wú)錫正峰金屬制品有限公司
- 青島蘭劍工貿(mào)有限公司
- 北京弘耀不銹鋼有限公司
- 江西華威不銹鋼裝璜有限公司
- 安徽商彤商貿(mào)有限公司
- 滄州雙旺商貿(mào)有限公司
- 泰州市炬森特鋼制品有限公司
- 山東大方電氣有限公司
- 日照鴻捷裝飾工程有限公司
- 商家產(chǎn)品系列
- 特殊鋼
- 銅合金
- 鎢鋼
- 無(wú)縫鋼管
- 礦石
- 煉鋼爐料
- 爐料
- 鋁合金
- 低合金板
- 熱軋薄板
- 生鐵
- 鋼坯
- 鋼鐵
- 錫合金
- 鋼鐵廠撇油機(jī)
- 東莞鋼鐵廢氣處理
- 鋼鐵廠水處理劑
- 薄帶硅鋼鐵芯專用切割片
- 高頻焊管天津亨發(fā)鋼鐵
- 天津亨發(fā)鋼鐵冷鍍鋅焊管
- 鋼鐵廠破碎機(jī)
- 廠家鋼鐵
- 鋼鐵冶煉服
- 鋼鐵俠益智游戲機(jī)
- 山東鋼鐵廠家直銷
- 廢鋼鐵破碎機(jī)鴻運(yùn)當(dāng)頭
- 廢鋼鐵破碎機(jī)萬(wàn)事如意
- 廢鋼鐵破碎機(jī)破碎物料
- 廢鋼鐵破碎機(jī)全套裝置
- 鋼鐵上用氟碳漆
- 產(chǎn)品推薦
- 資訊推薦

¥7600.00




¥100.00



¥5050.00


¥5500.00