如何選擇合適的鋁合金焊機?
- 時間:2022-02-18作者:永康市國海自動化設備有限公司瀏覽:293
永康市國海自動化設備有限公司專注于摩擦焊,連續驅動摩擦焊機,摩擦焊機,金屬摩擦焊機,旋轉摩擦焊機,金屬摩擦焊設備等
詞條
詞條說明
一、操作規程1、操作工作者需要對摩擦焊機的整體流程及基本性能進行整理,注意不能夠**負荷使用摩擦焊機設備。2、操作工作者在正式上崗之前,需要經過嚴格培訓及考試測試,考試合格后才能持證上崗。3、摩擦焊機設備在正式應用之前,需要參照潤滑圖進行注油,并對注油位置進行安全檢測。4、在正式啟用摩擦焊機之前,需要對液壓壓力、夾緊壓力進行相應的調整和檢查。5、在對摩擦焊機進行調整時,也需要對滑臺和刀架的移動速度及
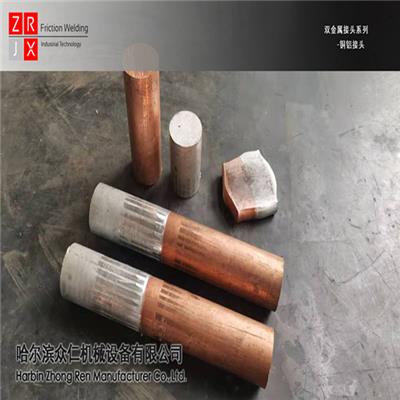
線性摩擦焊接是一種焊接,將兩個待焊件的表面接觸一個**部的壓力,使兩個接觸面以一定的頻率和振幅直線往復運動產生摩擦熱的焊接。它不同于旋轉摩擦焊和攪拌摩擦焊。它適應材料的形狀。它不僅可以焊接圓柱形截面和管道截面的工件,還可以焊接方形、圓形和多邊形截面的金屬和塑料。其基本過程如下:摩擦副中的一個工件由夾具固定,另一個工件相對直線往復運動。在軸向輸送機構的推動下,兩個帶焊接表面相互接觸和摩擦。隨著摩擦運動
摩擦焊共用銑床的主要分類按布局和適用范圍分類1.銑床:是的,水平和垂直的,主要用于加工小零件,應用范圍廣。摩擦焊機在旋轉中產生熱能,再加以適當壓力,完成焊接的設備。按能量輸入方法不同,摩擦焊機分連續驅動式和慣性式兩種。前者由夾具、傳動機構、加壓機構、制動裝置和控制裝置組成;后者則由夾具、傳動機構、飛輪、加壓機構和控制裝置組成。慣性摩擦焊通過在待焊材料之間摩擦,產生熱量,在**鍛力的作用下材料發生塑性
振動焊接是摩擦焊接過程,其間被焊接的制件在壓力下磨擦到一起直到生成的磨擦和剪切熱量接觸面達到充分熔融狀態。當達到設定焊接深度時(由線性傳感尺測量),相對運動停止,進入保壓階段焊縫冷卻并固化。功能特點1.軌跡式摩擦熔接,能有效控制相對加工物在緊密的模具內作圓形軌跡的焊接加工,相較于線性摩擦原理,在圓形加工物上無法充分焊接圓周任一角落。2.高剛性機身結構與整體封裝的外罩,配合吸音隔離噪音組裝,能有效抑
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 永康市國海自動化設備有限公司
聯系人: 胡經理
電 話: 0579-87211096
手 機: 13967913621
微 信: 13967913621
地 址: 浙江金華永康市象珠工業區金雞路58號
郵 編:
相關推薦




相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 泰源壓縮機械(浙江)有限公司
- 四川幫浦電子有限公司
- 揭陽昱升工貿有限公司
- 固安縣中宏濾清器廠
- 濟寧鑫宏工礦機械設備股份有限公司
- 江門市吉米焊接科技有限公司
- 深圳市柏泰機電設備有限公司
- 上海羅臻機電設備有限公司
- 東莞市勝川電子設備有限公司
- 青島天智達塑膠集成有限公司
- 商家產品系列
- 鎢鋼
- 無縫鋼管
- 錫合金
- 普圓鋼
- 鋼鐵廠撇油機
- 東莞鋼鐵廢氣處理
- 鋼鐵廠水處理劑
- 薄帶硅鋼鐵芯專用切割片
- 鋼鐵企業物流系統
- 高頻焊管天津亨發鋼鐵
- 天津亨發鋼鐵冷鍍鋅焊管
- 鋼鐵廠破碎機
- 廠家鋼鐵
- 鋼鐵冶煉服
- 鋼鐵俠益智游戲機
- 山東鋼鐵廠家直銷
- 廢鋼鐵破碎機鴻運當頭
- 廢鋼鐵破碎機萬事如意
- 廢鋼鐵破碎機破碎物料
- 廢鋼鐵破碎機全套裝置
- 鋼鐵上用氟碳漆
- 多功能廢鋼鐵破碎機
- 廢鋼鐵破碎機械
- 重型廢鋼鐵破碎機
- 冷鍍鋅鋼管天津亨發鋼鐵
- 焊管專賣天津亨發鋼鐵
- 動漫模型雕像鋼鐵俠
- 鋼鐵熱軋板
- 廢鋼鐵塑料破碎機
- 鋼鐵沖弧機
- 產品推薦
- 資訊推薦


¥280000.00
科鼎數控,臺式鋁摩擦焊接機,龍門式攪拌摩擦焊設備,摩擦焊接機
¥472000.00

¥380000.00

¥35000.00
¥77.00




¥13500.00

¥29000.00