漸開線花鍵軸花鍵加工方法
- 時間:2020-01-05作者:濟寧利興精密機械制造有限公司瀏覽:1406
濟寧利興精密機械制造有限公司專注于直線導軌/滑塊,梯形絲杠/大型絲杠,花鍵軸/花鍵套等
詞條
詞條說明
絲杠加工時機床、刀具、夾具、量具的選擇 ?機床的選擇 ?車削:車床 CA6140 平面磨削:平面磨床 M820 外圓磨削:萬能外圓磨床 M1432A 絲杠磨削:絲桿磨床 S7432 ?1)機床的主要規格尺寸應與加工零件的外廓尺寸相適應。 2)機床的精度應與工序要求的加工精度相適應。 3)機床的生產率與加工零件的生產類型相適應。 4)機床選擇應結合現場的實際情況 &nb
梯形絲杠|滾珠絲杠|大型梯形絲杠加工廠——利興精密機械 梯形絲杠|滾珠絲杠|大型梯形絲杠加工廠——利興精密機械.絲杠分為滾珠絲杠和梯形絲杠,這兩種絲杠在應用上有很大不同,規格和性能也有所不同.梯形絲杠是比較常用的一種,梯形絲杠產品很容易結合具體的應用來進行調整,以達到預期性能,同時將成本控制在最低限度.在某些情況下,需要在設計階段進行壽命測試,不過對于原始設備制造商來說,在前期進行此類的額外工作
在車床上攻絲杠螺紋絲錐折斷的原因 (1)攻螺紋的底孔直徑太小,造成絲錐切削阻力過大。 (2)絲錐軸線與工件孔徑軸線不同軸,造成切割阻力不均勻,單邊受力過大。 (3)工件材料硬而粘,且沒有很好的潤滑。 (4)在不通孔中攻螺紋時,絲錐碰到孔底面造成折斷。 (5)切削速度過高。
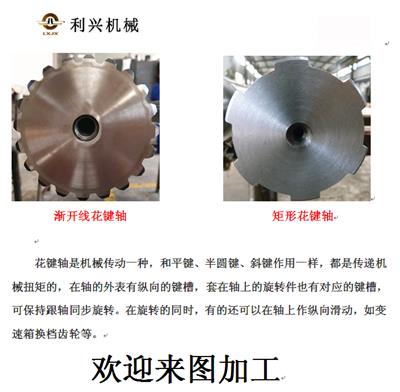
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 漸開線花鍵軸花鍵加工方法? 花鍵加工方法 花鍵軸]的加工方法是有很多的。主要是采用滾切、銑削和
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 濟寧利興精密機械制造有限公司
聯系人: 全文文
電 話: 0537-3765587
手 機: 15264783836
微 信: 15264783836
地 址: 山東濟寧兗州區濟寧市高新區王因鎮柳溝村
郵 編: 272103
網 址: jnlxjx.cn.b2b168.com
相關推薦






相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 濟寧利興精密機械制造有限公司
聯系人: 全文文
手 機: 15264783836
電 話: 0537-3765587
地 址: 山東濟寧兗州區濟寧市高新區王因鎮柳溝村
郵 編: 272103
網 址: jnlxjx.cn.b2b168.com
- 相關企業
- 雙瑜精密機械(蘇州)有限公司
- 寶雞恒瑞興金屬材料有限公司
- 紹興星固機械配件有限公司
- 東莞市弘利鑫五金制品有限公司
- 昆山市安柏機械設備有限公司
- 佛山市溢信達機械有限公司
- 杭州臨安紅焱機械鏈條有限公司
- 句容市瑞特機械有限公司
- 博樂市邱氏車床加工廠
- 濰坊市坊子區寶龍機械加工廠
- 商家產品系列
- 產品推薦
- 資訊推薦

¥3000.00


¥650.00



¥680000.00

¥0.12



¥39.99

¥53.00

¥100.00