磨凸輪軸用陶瓷cbn砂輪的特點分析
- 時間:2021-02-22作者:河南愛磨仕超硬磨具有限公司瀏覽:177
河南愛磨仕超硬磨具有限公司專注于平面磨砂輪,內圓磨砂輪,外圓磨砂輪等
詞條
詞條說明
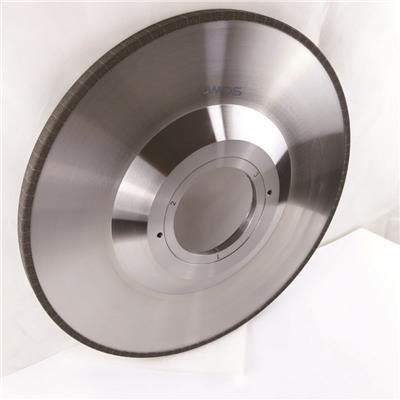
陶瓷CBN砂輪應用領域 CBN陶瓷高速砂輪,是發動機曲軸凸輪軸高精度、高效率磨削最理想的加工工具。陶瓷CBN砂輪因其切削鋒利、高品質高精度、修整間隔長、高效率加工難磨材料等特點。廣泛地應用在內燃機曲軸、凸輪軸、變速箱軸等等軸類的磨削中。主要配套機床:勇克Junker、耐克索斯Naxos、蘭迪斯Landis、肖特Schaudt、豐田工機Toyota等磨床。 陶瓷cbn砂輪外圓磨砂輪磨削工件時存在的
砂輪對于工件和磨床來說是磨削過程中的關鍵一環,是與工件本身直接接觸的部件,砂輪質量的好壞、砂輪的選型和正確的使用、砂輪磨削前的修整情況及操作者對砂輪特性的熟悉程度,直接決定了工件的表面質量及能否滿足工藝要求。因此選擇砂輪主要是根據工件的材質、硬度及表面粗糙度的要求,對砂輪的磨料、粒度、硬度、結合劑及組織進行選擇。同時根據加工產品要求和數控磨床特性及磨削工藝進行綜合分析使用。 在實際磨削加工中選擇
1. 凸輪軸的材質分類 凸輪軸轉速依然很高,而且需要承受很大的扭矩,因此對凸輪軸在強度和支撐方面的要求很高,其材質一般是特種鑄鐵。常見的有冷激合金鑄鐵、球墨鑄鐵等。。 2.凸輪軸加工的技術要求 根據凸輪軸的特點,主要有以下技術要求。 1).支承軸頸的尺寸精度及各支承軸頸之間的同軸度 2).鍵槽的尺寸和位置精度 3).止推面相對于支承軸頸線的垂直度 4) .凸輪基圓的尺寸精度和相對于支承軸頸軸線的同
影響砂輪磨削性能的因素主要有砂輪的磨料、結合劑等多個方面,其中磨料的影響作用非常重要。河南愛磨仕超硬cbn砂輪廠家具體總結分析如下: 1. 化學成分及其對磨具性能的影響 化學成分是決定磨料性能的主要指標,它影響這磨料的強度、韌性、磨削性能及色澤等。 磨料的化學成分直接影響著磨料的性能,從而也影響著陶瓷磨具的性能。如對碳化硅磨料來說,碳化硅含量越高,也即純度越高,其硬度與磨削性能越好,相應磨具的硬度
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 河南愛磨仕超硬磨具有限公司
聯系人: 賈慧云
電 話:
手 機: 19138113879
微 信: 19138113879
地 址: 河南鄭州中原區梧桐街68號
郵 編:
網 址: hnamos.b2b168.com
相關推薦



相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 河南黃河旋風股份有限公司
- 聊城泰利金剛石工具有限公司
- 天津市優谷研磨工具有限公司
- 弘元超硬材料(河南)有限公司
- 深圳市恒銳金剛石砂輪技術有限公司
- 合肥雙良數控設備有限公司
- 金華市佳輪研磨工具有限公司
- 河北振興砂輪制造有限責任公司
- 永康市企鵝砂輪廠(普通合伙)
- 商家產品系列
- 產品推薦
- 資訊推薦


¥162.00



¥799.00

¥155.00

耐磨地坪金剛砂廠家 金剛砂耐磨地坪價格 彩色水泥本色金剛砂地坪
¥1400.00

¥50.00