在鑄鐵平臺的鑄造過程中我們選擇什么樣的造型?
- 時間:2020-05-06作者:河北威岳機械有限公司瀏覽:129
河北威岳機械有限公司專注于鑄鐵平板平臺,試驗平臺,大型鑄件等
詞條
詞條說明
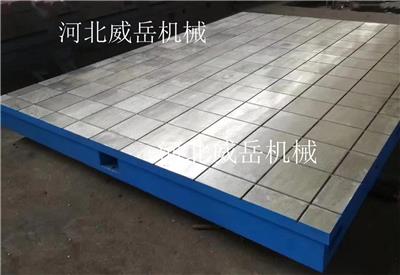
鑄鐵T型槽平臺用于加工,安裝設(shè)備等。鑄鐵平臺是檢驗機械零件平面、平行度、直線度等形位公差的測量基準(zhǔn),也可用于一般零件及零件的劃線,鉚焊研磨工藝加工及測量等,還可用于機床機械檢驗測量基準(zhǔn)。工作面上開孔和T型槽,孔主要用來清理鉚焊時的一些鐵渣和焊接廢棄物,T型槽主要是用來固定工件。 1、鑄鐵T型槽平臺的切削加工性及基準(zhǔn)面:計量檢定規(guī)程執(zhí)行,分別為1、2、3、精刨四個等級。在機械生產(chǎn)中,為了穩(wěn)定鑄件尺
鑄鐵試驗平臺通常也被人們稱作鑄鐵平板,它是一種的測量儀器。 一般的機械制作都不能離開鑄鐵平臺,因此鑄鐵平臺的精度保養(yǎng)很重要,保養(yǎng)不好就會使它精度的準(zhǔn)確性降低。 下面為您介紹如好保養(yǎng)鑄鐵平臺,延長鑄鐵平臺的使用壽命: 1、在安裝鑄鐵試驗平臺的時候就要很小心。安裝鑄鐵平臺的工作表面不應(yīng)有銹跡、劃痕和碰傷等外觀問題。鑄鐵平臺相對兩個側(cè)面上,應(yīng)設(shè)置有安裝手柄、吊環(huán)等吊裝設(shè)施的螺紋孔或圓柱孔,設(shè)計吊裝位置
鑄鐵平板的四個支撐點要墊好,使其為牢固。 為了防止鑄鐵平板發(fā)生變形,在吊裝鑄鐵平板時,要用比較結(jié)實的鋼絲繩同時綁住鑄鐵平板上的四個起重孔,將鑄鐵平板平平穩(wěn)穩(wěn)的裝在運輸車上。在經(jīng)過刮研的鑄鐵平板上推動表座、工件比較順暢,無發(fā)澀感覺,方便了測量,保證了測量準(zhǔn)確性。 鑄鐵平板在保證的時候,要用木材作為外包裝,在的環(huán)境下還要做全封閉的包裝。鑄鐵平板在精加工之前,底面需要清砂,并且要噴涂紅色的防銹漆,側(cè)面
鑄鐵平臺工作面是使用中接觸多的地方,工作面按承重、精度、開槽等情況設(shè)計 的厚度,工作臺面的厚度 為關(guān)鍵,既要保證使用效果還不能太厚,也就是做到性價比高;性價比高還涉及到圍子和筋,圍子在使用中起到支撐作用,厚度和高度都和平臺支撐能力息息相關(guān),加強筋起著拉伸作用,也要根據(jù)承重要求設(shè)計搭配加強筋的高度和厚度,加強筋的高度通常為半筋、滿筋及平筋。 生銹影響著鑄鐵平臺的精度,一旦鑄鐵平臺表面生銹,就會腐蝕
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 河北威岳機械有限公司
聯(lián)系人: 郭星楠
電 話: 15350773479
手 機: 15350773479
微 信: 15350773479
地 址: 河北滄州泊頭市河北省滄州市泊頭市交河鎮(zhèn)新華西路
郵 編:
網(wǎng) 址: hebeiweiyue111.b2b168.com
相關(guān)推薦





相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進(jìn)信息之前,請仔細(xì)核驗對方資質(zhì),所有預(yù)付定金或付款至個人賬戶的行為,均存在詐騙風(fēng)險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 河北威岳機械有限公司
聯(lián)系人: 郭星楠
手 機: 15350773479
電 話: 15350773479
地 址: 河北滄州泊頭市河北省滄州市泊頭市交河鎮(zhèn)新華西路
郵 編:
網(wǎng) 址: hebeiweiyue111.b2b168.com
- 相關(guān)企業(yè)
- 濟寧鑫宏工礦機械設(shè)備股份有限公司
- 江門市吉米焊接科技有限公司
- 青島天智達(dá)塑膠集成有限公司
- 西安聚能儀器有限公司
- 南京弗蘭克斯通訊技術(shù)有限公司
- 天津潤達(dá)中科儀表有限公司
- 廣州市火龍焊接設(shè)備有限公司銷售辦事處
- 上海興登機電科技有限公司
- 志德(廈門)真空科技有限公司
- 青島智達(dá)高分子材料有限公司
- 商家產(chǎn)品系列
- 包邊機
- 爆破設(shè)備
- 繃縫機
- 泵配件
- 編織機
- 刺繡機
- 促銷臺
- 存包柜
- 打膠機
- 帶式干燥設(shè)備
- 單向閥
- 刀具夾具
- 導(dǎo)柱
- 等離子焊機
- 等離子切割機
- 底閥
- 地礦勘測設(shè)備
- 點焊機
- 電工電氣
- 電工電器成套設(shè)備
- 電工儀器
- 電焊鉗
- 電焊槍
- 電烙鐵
- 電能表
- 電能儀表
- 電熱設(shè)備
- 電容剪腳機
- 電子測量儀表
- 購物籃
- 產(chǎn)品推薦
- 資訊推薦




¥999.99
¥1000.00


¥5950.00