硬車削淬火鋼硬度58度高精度刀片-淬硬鋼62度耐磨刀頭
- 時間:2020-06-16作者:鄭州華菱超硬材料有限公司瀏覽:215
鄭州華菱超硬材料有限公司專注于立方氮化硼刀具,CBN刀片,PCBN刀片等
詞條
詞條說明
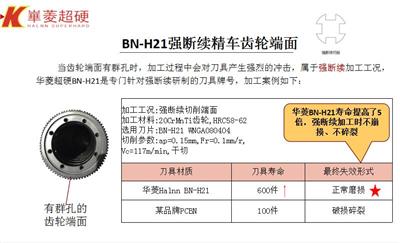
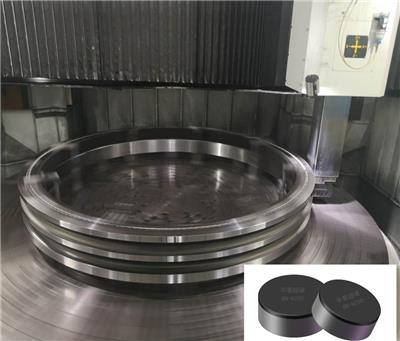
華菱超硬為淬火鋼領(lǐng)域提供硬車、硬銑、仿形加工、切槽、螺紋加工等CBN刀具,并且形成了從連續(xù)到斷續(xù),從粗加工—**精加工一整套的硬切削刀具方案供用戶選擇,在齒輪/齒輪軸,同步器,軸承,絲杠,模具等領(lǐng)域具備豐富的硬切削經(jīng)驗,以下是華菱超硬CBN刀具硬切削淬火鋼的部分案例: 工件材質(zhì):20CrMnTi(硬度HRC58-62) 刀片型號:BN-H05 CNGA120408 切削參數(shù):Vc=180m/min
淬火鋼硬度58度硬車削耐磨刀片-淬硬鋼62度高精度刀頭 經(jīng)過淬火后的鋼件硬度很高,也成為淬硬鋼,傳統(tǒng)方式都是采用磨削工藝來獲得,但為了提高加工效率,降低生產(chǎn)成本,隨著刀具行業(yè)的不斷發(fā)展,逐漸出現(xiàn)了硬車(以車代磨)工藝,但同樣車削淬硬鋼難度較大,由于遇到斷續(xù)切削工況,較難保證其加工效果。 1、淬硬鋼硬車刀具的切削參數(shù)選擇 硬車淬硬鋼的切削用量,首先確定合理的切削速度,其次是切削深度,再其次是進給量
Cr12/Cr12MoV淬火鋼硬度HRC58-62硬車削刀具的選擇
Cr12/Cr12MoV均為冷作模具鋼,其中Cr12MoV鋼的淬透性、淬火回火的硬度、耐磨性、強度均比Cr12高。用于制造截面較大、形狀復(fù)雜、工作條件繁重下的各種冷沖模具和工具,如沖孔凹模、切邊模、滾邊模、鋼板 深拉伸模、圓鋸、標(biāo)準(zhǔn)工具和量規(guī)、螺紋滾模等。 Cr12冷作模具鋼主要用作承受沖擊負(fù)荷較小,要求高耐磨的冷沖模及沖頭、冷切剪刀、鉆套、量規(guī)、拉絲模、壓印模、搓絲板、拉延模和螺紋滾模等。 C
數(shù)控車精加工淬硬鋼HRC58-62率刀頭-58度62度淬火鋼精車刀片 數(shù)控車精加工淬硬鋼HRC58-62率刀頭-58度62度淬火鋼精車刀片,常見的牌號及型號有:DNGA150408,WNGA080408,CNGA120408,CNGA120404,VNGA160404, VNGA160408,WNGA080404等。上述型號刀片是華菱根據(jù)加工車間反映使用硬質(zhì)合金刀片加工淬火鋼加工效率慢,磨損快,硬
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 鄭州華菱超硬材料有限公司
聯(lián)系人: 李安
電 話:
手 機: 15617726385
微 信: 15617726385
地 址: 河南鄭州中原區(qū)鄭州**產(chǎn)業(yè)開發(fā)區(qū)國家大學(xué)科技園孵化基地13幢2單元21層224號
郵 編:
網(wǎng) 址: lian0512.b2b168.com
相關(guān)推薦
熱后硬車淬火鋼硬度58-62斷續(xù)加工20crmnti齒輪高精度刀片抗沖擊刀頭
硬車削淬火鋼硬度58-62度耐磨刀片-淬硬鋼62度高光潔度刀頭
淬火鋼硬度58-62度工件內(nèi)孔精加工高精度刀片-高光潔度高壽命刀頭
精車加工淬火鋼40cr/42crmo高精度刀頭-精車淬火鋼HRC58-62耐磨刀頭

風(fēng)電軸承回轉(zhuǎn)支承50Mn/42CrMo以車代磨高效率刀片-高精度耐磨刀頭
風(fēng)電軸承50Mn/42CrMo外環(huán)滾道高效率耐磨刀片-高光潔度高精密刀頭
風(fēng)電軸承內(nèi)環(huán)擋邊-粗精加工高效率CBN刀片-耐磨抗沖擊刀頭

風(fēng)電軸承硬度HRC58-62硬車削CBN刀具-尺寸精度高耐磨損
相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細(xì)核驗對方資質(zhì),所有預(yù)付定金或付款至個人賬戶的行為,均存在詐騙風(fēng)險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 鄭州華菱超硬材料有限公司
聯(lián)系人: 李安
手 機: 15617726385
電 話:
地 址: 河南鄭州中原區(qū)鄭州**產(chǎn)業(yè)開發(fā)區(qū)國家大學(xué)科技園孵化基地13幢2單元21層224號
郵 編:
網(wǎng) 址: lian0512.b2b168.com
- 相關(guān)企業(yè)
- 廣州緯鄴交通設(shè)備有限公司
- 上海耐腐閥門集團有限公司
- 東莞市能泰石油化工有限公司
- 衡水安達機械設(shè)備有限公司
- 南京駿威創(chuàng)新精工機械有限公司
- 浙江易普液壓設(shè)備有限公司
- 中山市越凡腳輪有限公司
- 惠州市洪柏五金制品有限公司
- 江門市聯(lián)業(yè)電器實業(yè)有限公司
- 深圳市富鵬達金屬材料有限公司
- 商家產(chǎn)品系列
- 橡塑機械
- 壓力試驗設(shè)備
- 液壓部件
- 抄數(shù)機
- 車床
- 車刀
- 車削中心
- 齒輪
- 齒輪刀具
- 齒輪加工
- 沖擊試驗設(shè)備
- 沖頭
- 粗糙度儀
- 等離子切割
- 鑄造機械設(shè)備
- 鑄造設(shè)備
- 鉆床
- 服裝機械
- 干燥設(shè)備
- 高度儀
- 高空作業(yè)機械
- 高空作業(yè)平臺
- 工作燈
- 滾刀
- 百分表
- 半徑規(guī)
- 包裝機械
- 標(biāo)準(zhǔn)件
- 測量輪
- **試驗設(shè)備
- 產(chǎn)品推薦
- 資訊推薦




¥0.20
¥4000.00





¥1180.00