精密沖壓件生產(chǎn)過程中需要注意的6個事項
- 時間:2022-01-05作者:浙江屹緯精密技術(shù)有限公司瀏覽:325
浙江屹緯精密技術(shù)有限公司專注于精密金屬沖壓,精密金屬拉伸,金屬嵌件注塑等
詞條
詞條說明
在精密五金沖壓件加工廠,五金沖壓件的沖裁方式不同,使得生產(chǎn)出來的產(chǎn)品的公差精度等級不同,毛刺高度也不同,下面由浙江屹緯精密的小編帶我們一起來比較一下。1,級進模沖裁加工,所得產(chǎn)品的公差精度等級為IT13~10;毛刺高度≤0.1mm;2,復(fù)合模沖裁加工。所得產(chǎn)品的公差精度等級為IT11~8;毛刺高度 ≤0.15mm;3,整修模沖裁加工,所得產(chǎn)品的公差精度等級為IT7~6;無毛刺;4,小圓角模沖裁加工
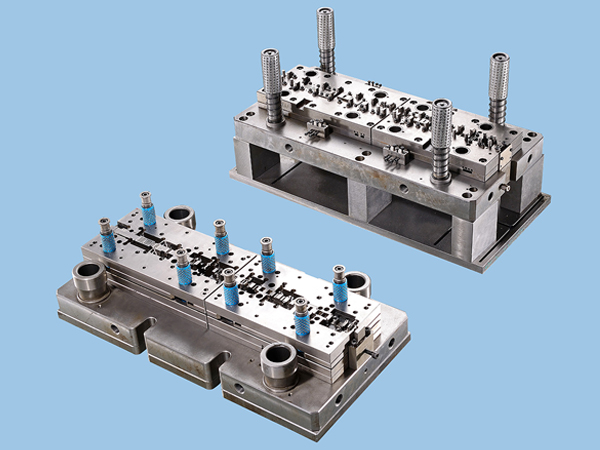
多工位級進模在金屬沖壓件加工中的作用非常重要,沖壓加工廠需要非常重視這一工藝。多工位級進模是一種根據(jù)金屬沖壓零件的基本要求集成了諸如沖壓,彎曲,深沖和成形等基本沖壓過程的模具。五金沖壓件工廠在使用多工位級進模的情況下,可以發(fā)揮很多的優(yōu)勢。(1)生產(chǎn)效率高?漸進式模具可以在一個模具中完成復(fù)雜的沖壓,彎曲,深沖,成型和其他過程,從而減少了中間轉(zhuǎn)印和重復(fù)定位工作。利用自動送料機構(gòu),可以實現(xiàn)高速
變薄拉深工藝通常是在拉深工藝或冷擠壓工藝后的一種成形工藝。拉深過程之中,變薄拉深也是一個常見的過程。變薄拉深是在常溫之下進行的,通常用于薄化和拉伸的材料是:銅、無氧銅、磷青銅、鋁、鋁合金、低碳鋼、不銹鋼等。屹緯精密—30多年從事精密金屬沖壓拉伸件定制加工,可根據(jù)客戶要求定制各種復(fù)雜精密沖壓拉伸件。接下來,我們介紹下沖壓件的變薄拉深工藝特點。(1)沖模和沖頭間的間隙小于坯料的厚度;坯料的直壁在穿過間
目前,注塑成型已經(jīng)得到了廣泛的應(yīng)用。在塑料注塑件的加工過程之中,一些小問題往往會影響注塑成型的效果。塑件彎曲是注塑成型之中常見的問題之一。那么造成這種問題的主要原因是什么? 屹緯精密—30多年從事精密塑料注塑件定制加工,歡迎來圖詢價! 模具方面: 1.澆口方向不正確或數(shù)量不足 2.**出位置不當或成品受力不均 工藝方面: 1.模具和筒體溫度過高 2.噴射壓力過高或噴射速度過快 3.保溫時間過長或冷卻
聯(lián)系方式 聯(lián)系我時,請告知來自八方資源網(wǎng)!
公司名: 浙江屹緯精密技術(shù)有限公司
聯(lián)系人: 姚女士
電 話:
手 機: 17758337213
微 信: 17758337213
地 址: 浙江湖州德清縣阜溪街道豐慶街916號 (莫干山國家高新區(qū))
郵 編:
網(wǎng) 址: invitech2020.b2b168.com
相關(guān)推薦





相關(guān)閱讀
1、本信息由八方資源網(wǎng)用戶發(fā)布,八方資源網(wǎng)不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質(zhì),所有預(yù)付定金或付款至個人賬戶的行為,均存在詐騙風(fēng)險,請?zhí)岣呔瑁?
- 聯(lián)系方式
公司名: 浙江屹緯精密技術(shù)有限公司
聯(lián)系人: 姚女士
手 機: 17758337213
電 話:
地 址: 浙江湖州德清縣阜溪街道豐慶街916號 (莫干山國家高新區(qū))
郵 編:
網(wǎng) 址: invitech2020.b2b168.com
- 相關(guān)企業(yè)
- 東莞菱智金屬材料科技有限公司
- 合肥豫鑫機械有限公司
- 天津博達科技有限公司
- 東光縣通達沖壓加工廠
- 浙江屹緯精密技術(shù)有限公司
- 天津市財崗利機械制造有限公司
- 黃石銳智機械自動化有限公司
- 蘇州市恒祥輝模具有限公司
- 常熟市虞發(fā)傳動機械有限公司
- 佛山市南海弘博鋁制品廠
- 商家產(chǎn)品系列
- 染整加工
- 熱處理
- 日用品加工
- 商業(yè)印刷加工
- 石材加工
- 吸塑包裝
- 吸塑加工
- 銑床加工
- 線切割加工
- 橡膠成型加工
- 橡膠加工
- 行業(yè)專用設(shè)備加工
- 繡花加工
- 宣傳冊印刷
- 壓鑄加工
- 拋光加工
- 陶瓷加工
- 特種印刷
- 貼片加工
- 通訊產(chǎn)品加工
- 玩具設(shè)計加工
- 五金工具加工
- 五金加工
- 五金配件包裝
- 紡織加工
- 紡織品加工
- 非標件加工
- 粉末冶金
- 服飾加工
- 服裝服飾加工
- 產(chǎn)品推薦
- 資訊推薦









